

SPOJOVÁNÍ DRÁTŮ
INFORMAČNÍ LIST ZNALOSTNÍ BÁZE
Co je to drátové spojování?
Spojování drátem je metoda, při které se kus měkkého kovového drátu malého průměru připevní k kompatibilnímu kovovému povrchu bez použití pájky, tavidla a v některých případech i s použitím tepla nad 150 stupňů Celsia. Mezi měkké kovy patří zlato (Au), měď (Cu), stříbro (Ag), hliník (Al) a slitiny jako palladium-stříbro (PdAg) a další.
Pochopení technik a procesů spojování vodičů pro aplikace v oblasti montáže mikroelektroniky.
Techniky / procesy klínového spojování: páskové, termosonické a ultrazvukové klínové spojování
Spojování drátem je metoda vytváření propojení mezi integrovaným obvodem (IO) nebo podobným polovodičovým zařízením a jeho pouzdrem nebo vývodovým rámem během výroby. V současné době se také běžně používá k zajištění elektrických spojení v sestavách lithium-iontových baterií. Spojování drátem je obecně považováno za nejnákladově nejefektivnější a nejflexibilnější z dostupných technologií mikroelektronického propojení a používá se ve většině dnes vyráběných polovodičových pouzder. Existuje několik technik spojování drátem, včetně: Spojování drátem termokompresí:
Termokompresní spojování drátů (spojování pravděpodobných povrchů (obvykle Au) dohromady pod upínací silou s vysokými teplotami rozhraní, typicky vyššími než 300 °C, za vzniku svaru) bylo původně vyvinuto v 50. letech 20. století pro propojení mikroelektroniky, nicméně v 60. letech bylo rychle nahrazeno ultrazvukovým a termosonickým spojováním jako dominantní technologií propojení. Termokompresní spojování se dodnes používá pro specifické aplikace, ale výrobci se mu obecně vyhýbají kvůli vysokým (často škodlivým) teplotám rozhraní potřebným k vytvoření úspěšného spoje. Ultrazvukové klínové spojování drátů:
V 60. letech 20. století se dominantní metodou propojení stalo ultrazvukové klínové spojování drátů. Aplikace vysokofrekvenčních vibrací (prostřednictvím rezonančního měniče) na spojovací nástroj se současnou upínací silou umožnila svařování hliníkových a zlatých drátů při pokojové teplotě. Tyto ultrazvukové vibrace pomáhají odstraňovat kontaminanty (oxidy, nečistoty atd.) ze spojovaných povrchů na začátku spojovacího cyklu a podporují růst intermetalických sloučenin pro další rozvoj a posílení spoje. Typické frekvence pro spojování jsou 60–120 kHz. Technika ultrazvukového klínování má dvě hlavní procesní technologie: Spojování velkých (silných) drátů pro dráty o průměru >100 µm Spojování jemných (tenkých) drátů pro dráty o průměru <75 µm Příklady typických cyklů ultrazvukového spojování naleznete zde pro jemné dráty a zde pro velké dráty. Ultrazvukové klínové spojování drátů používá specifický spojovací nástroj nebo „klín“, obvykle vyrobený z karbidu wolframu (pro hliníkové dráty) nebo karbidu titanu (pro zlaté dráty) v závislosti na požadavcích procesu a průměrech drátů; K dispozici jsou také klínky s keramickými hroty pro různé aplikace. Termosonické spojování drátů:
Tam, kde je vyžadován dodatečný ohřev (obvykle u zlatého drátu s teplotou spojovacích rozhraní v rozsahu 100–250 °C), se tento proces nazývá termosonické spojování drátů. Toto má velké výhody oproti tradičnímu systému termokomprese, protože jsou vyžadovány mnohem nižší teploty rozhraní (zmíněno bylo spojování Au při pokojové teplotě, ale v praxi je bez dodatečného ohřevu nespolehlivé). Termosonické spojování kuliček:
Další formou termosonického spojování drátů je kuličkové spojování (viz cyklus kuličkového spojování zde). Tato metodologie využívá keramický kapilární spojovací nástroj namísto tradičních klínových konstrukcí, aby kombinovala nejlepší vlastnosti termokompresního i ultrazvukového spojování bez jejich nevýhod. Termosonické vibrace zajišťují, že teplota rozhraní zůstává nízká, zatímco první propojení, tepelně stlačený kuličkový spoj, umožňuje umístění drátu a sekundárního spoje v libovolném směru, nikoli v linii s prvním spojem, což je omezení u ultrazvukového spojování drátů. Pro automatickou velkoobjemovou výrobu jsou kuličkové spojovače podstatně rychlejší než ultrazvukové/termosonické (klínové) spojovače, což činí termosonické kuličkové spojování dominantní technologií propojení v mikroelektronice za posledních 50+ let. Páskové spojování:
Spojování pásek s využitím plochých kovových pásek dominuje v elektronice pro rádiové a mikrovlnné systémy již po desetiletí (pásky poskytují oproti tradičním kulatým drátům významné zlepšení ztráty signálu [skinefekt]). Malé zlaté pásky, obvykle o šířce až 75 µm a tloušťce 25 µm, se spojují termosonickým procesem s velkým plochým klínovým spojovacím nástrojem. Hliníkové pásky o šířce až 2 000 µm a tloušťce 250 µm lze také spojovat ultrazvukovým klínovým procesem, protože se zvýšily požadavky na propojení s nižší smyčkou a vysokou hustotou.
Co je to zlatý spojovací drát?
Spojování zlatým drátem je proces, při kterém se zlatý drát připevní ke dvěma bodům v sestavě a vytvoří tak propojení nebo elektricky vodivou dráhu. K vytvoření připojovacích bodů pro zlatý drát se používá teplo, ultrazvuk a síla. Proces vytváření připojovacího bodu začíná vytvořením zlaté kuličky na špičce nástroje pro spojování drátem, kapiláry. Tato kulička se přitlačí na zahřátý povrch sestavy, přičemž se na ni aplikuje jak síla specifická pro danou aplikaci, tak ultrazvukový pohyb nástroje o frekvenci 60 kHz - 152 kHz. Jakmile je vytvořen první spoj, drát se bude manipulovat přesně kontrolovaným způsobem, aby se vytvořil vhodný tvar smyčky pro geometrii sestavy. Druhý spoj, často označovaný jako steh, se poté vytvoří na druhém povrchu stlačením drátu dolů a pomocí svorky se drát v místě spoje přetrhne.
Zlaté drátkové spojování nabízí metodu propojení v rámci pouzder, která je vysoce elektricky vodivá, téměř o řád větší než některé pájky. Zlaté dráty mají navíc ve srovnání s jinými drátovými materiály vysokou oxidační toleranci a jsou měkčí než většina ostatních, což je nezbytné pro citlivé povrchy.
Proces se také může lišit v závislosti na potřebách montáže. U citlivých materiálů lze na druhou spojovací oblast umístit zlatou kuličku, čímž se vytvoří jak silnější, tak i „měkčí“ spoj, aby se zabránilo poškození povrchu součásti. V těsných prostorech lze jako výchozí bod pro dva spoje použít jednu kuličku, čímž se vytvoří spoj ve tvaru „V“. Pokud je třeba, aby byl drátěný spoj robustnější, lze kuličku umístit na steh, čímž se vytvoří bezpečnostní spoj, čímž se zvýší stabilita a pevnost drátu. Mnoho různých aplikací a variant drátěného spojování je téměř neomezených a lze jich dosáhnout pomocí automatizovaného softwaru v systémech pro drátěné spojování Palomar.
Vývoj spojování drátů:
Spojování vodičů bylo objeveno v Německu v 50. letech 20. století díky náhodnému experimentálnímu pozorování a následně se vyvinulo do vysoce kontrolovaného procesu. Dnes se hojně používá k elektrickému propojení polovodičových čipů s pouzdry vodičů, hlav diskových jednotek s předzesilovači a v mnoha dalších aplikacích, které umožňují zmenšit, „chytřejší“ a efektivnější běžné předměty.
Aplikace spojovacích vodičů
Rostoucí miniaturizace v elektronice vedla k
při spojování vodičů, které se stávají důležitými součástmi
elektronické sestavy.
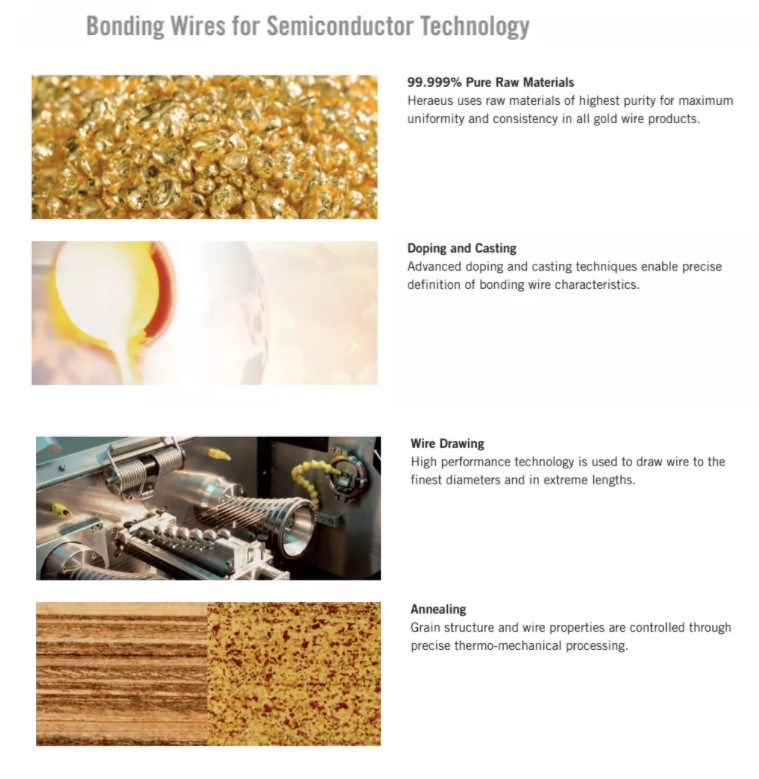
Pro tento účel jemné a ultrajemné spojovací dráty
používá se zlato, hliník, měď a palladium. Nejvyšší
jsou kladeny nároky na jejich kvalitu, zejména s ohledem na
k jednotnosti vlastností drátu.
V závislosti na jejich chemickém složení a specifických
vlastnosti, spojovací dráty jsou přizpůsobeny spojovacímu
zvolené techniky a automatických spojovacích strojů jako
a také k různým výzvám v montážních technologiích.
Heraeus Electronics nabízí široký sortiment produktů
pro různé aplikace
Automobilový průmysl
Telekomunikace
Výrobci polovodičů
Průmysl spotřebního zboží
Produktové skupiny lepících drátů Heraeus jsou:
Spojovací dráty pro aplikace v plastem plněných
elektronické součástky
Spojovací dráty z hliníku a hliníkových slitin pro
aplikace, které vyžadují nízkou teplotu zpracování
Měděné spojovací dráty jako technické a
ekonomická alternativa ke zlatým drátům
Lepicí pásky z drahých a nedrahých kovů pro
elektrické spoje s velkými kontaktními plochami.

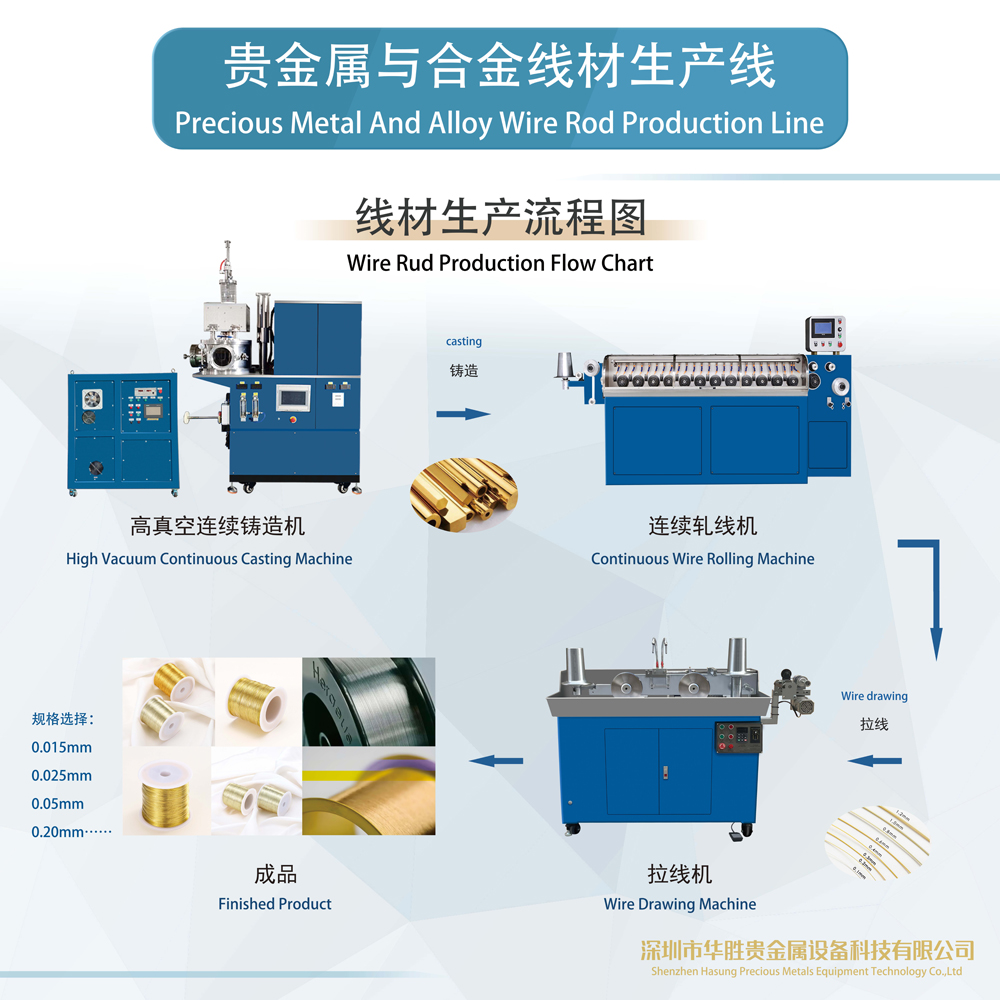
Výrobní linka na spojovací dráty
Čas zveřejnění: 22. července 2022









